
Overmolding is the injection molding process where one material (usually a TPE) is molded onto a second material (typically a rigid plastic). If properly selected, the overmolded TPE will form a strong bond with the plastic that is maintained in the end-use environment. The use of primers or adhesives is no longer required to achieve an optimum bond between the two materials. Overmolding can be used to enhance many features of product designs, including: Overmolding Process Types Overmolding Process Selection Source:http://www.polyone.comfilesresourcesOvermold_Design_Guide
Two injection molding processes dominate the manufacture of overmolded products: insert molding and multi-shot injection molding.
Insert Molding
The most widely used process is insert molding, where a pre molded insert is placed into a mold and the TPE is shot directly over it (Figure 1). For molders,the advantage of insert molding is that conventional single shot IM machines can be used(new machinery expenditures are not necessary), and the tooling costs associated with insert molding are lower than with multi-shot processing.
Multiple Material Molding
Multiple material, also known as two-shot (or multi-shot),molding requires a special injection molding machine that is equipped with two or more barrels, allowing two (or more) materials to be shot into the same mold during the same molding cycle.
A molder will choose multi-shot molding to reduce cycle times, achieve superior part quality and reduce labor costs.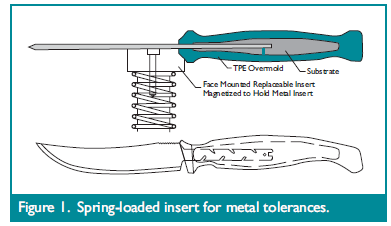
A processor will weigh numerous factors when choosing the appropriate manufacturing method for the application. The most critical decision factors are production scale economics, local labor costs, available equipment and the materials selected.
Generally, insert molding is the process of choice when annual production volumes and local labor costs are low. For higher volume production programs (over 250,000 units annually) or areas with increased labor costs, multi-shot molding operations are the method of choice.
With any overmolding application, the challenge is in achieving maximum adhesion between the TPE and the substrate. For some overmolding TPEs, there may be a significant difference in bond strength between multi-shot and insert molding. Even if an excellent bond is achieved with two-shot molding, the same material may have poor bond strength when insert molded. Thus, a complete understanding of the TPEs, engineering plastics, and associated details about molding these materials is essential to produce high-quality finished products.
Material Selection
The most common word used to describe a soft touch overmold is “feel” — but the term itself is very difficult to describe. When a designer wants the product to feel “grippy” or “squishy”, what exactly does this mean in terms of material properties?Basically, the “feel” of a soft touch overmold is dependent upon a combination of material properties (hardness, modulus, and coefficient of friction), texture and the TPE wall thickness.
Thickness Effects
When choosing a soft touch TPE, designers usually ask for the softest material available. What they do not know is that the soft durometer of a TPE adds little value to the concept of “cushion” when the thickness of the TPE is below a certain point (typically > 0.040"). This means that the thinner the TPE overmold, the harder it will feel—the actual hardness effect is dependent on the thickness of the TPE overmold. One way of getting around this issue is to incorporate multiple ribs that are placed closely together to create the perception of thickness without using a large amount of material. This technique is used often in personal care grips.
Hardness vs. Modulus
One common myth in the TPE industry is that the durometer (or hardness) of a material is directly related to its flexibility. This is not always true; for example, a 65 Shore A SEBS material is much more flexible than a 65 Shore A TPU. Instead of using Shore Hardness, a more suitable measure of flexibility is the flexural modulus, which measures a material’s resistance to bending.
A higher flexural modulus typically means that a material will feel more stiff and unyielding.
Coefficient of Friction
When two surfaces are dragged flat against each other, the resulting resistance is characterized as friction. The coefficient of friction (COF) characterizes the degree of force required to move one surface across another—either from a complete stop (static friction) or when the surface is already moving (kinetic friction). Typically, TPEs are described as rubbery or “grippy”. One area that product designers often misunderstand is the relationship between durometer and COF. Most believe that the softer the TPE, the greater the COF — this is a very general statement and is not true in all cases.