
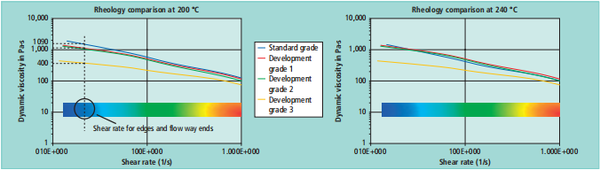
4.Current development materials Table 2 test results Especially abrasion resistance and scratch behavior are key factors of the new grades. Here development grade 2 with its 36 mm³ abrasion loss shows an exceptional performance. The development grades havethe same hardness range as the current Allruna material (65 – 70 Shore A). Development grade 3 has even higher bonding forces and elongations to EPDM. At 80 °C adhesion to EPDM for development grade 1 can only be broken with elongations of >150 %. The mechanical properties increased as well. Tensile strength is up at 17 MPa, and tear resistance is up at 26 N/mm. (2) Injection molding Fig. 6: Schematic view on appearing shear rate of a corner molding process(PV 3929) The flow behavior of development grade 3 supports the bonding in critical areas. At low shear rates, the dynamic viscosities are clearly lower (fig. 7). The positive effect of this behavior is about to be tested in existing molds. Fig. 7: High pressure capillary rheometer results of standard vs. development grades A lower viscosity rate of approximately 10 % already generates a much better melt flow and increases the process window. Also,the melt temperature range can be lowered, which might speed up the process cycle time. Source:TPE Magazine
The requirements of OEMs are increasing and existing solutions have to be optimized. We have further improved our grades and present in the following three new materials.
(1) Overview of the properties of the new grades
• Development grade 1: for easy flow window corner molding
• Development grade 2: a friction-optimized
grade with very low abrasion loss (36 mm3) for window corner molding
• Development grade 3: a glass encapsulation grade with very low viscosity. 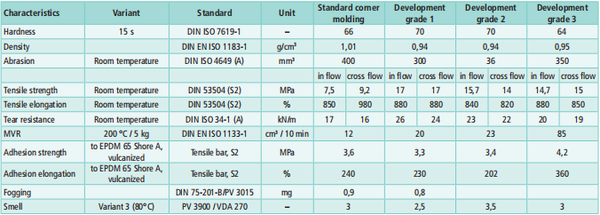
Together with the lower abrasion loss and coefficient of friction against glass of 0.9 (current standard grade >1), a higher wear resistance in window sliding and door slam tests can be expected. Thanks to a better scratch resistance, the aesthetic appearance was enhanced as well.
The bonding to TPE profiles is not yet tested. As the bonding with the current grades is very good, at least the same level or a higher level can be expected.
In the past cold runner systems were used in the production process and thus a limited number of cavities were available. Nowadays, the number of cavities has increased to four, and hot runner systems with needle valves are state of the art.
For the injection molding process, the rheological data of the three development grades vs. Today’s standard have been measured using high pressure capillary rheometry. The general shear thinning behavior of the polymer melt was confirmed.During cavity filling, the appearing shear rate varies between the injection point and the flow path end. In a schematic view, low shear areas can be defined. These are the critical bonding areas (fig. 6).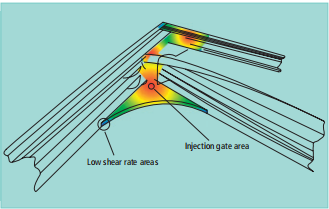
5.Conclusion
The market needs for hybrid corner molding and window encapsulation are becoming ever more complex and require ever more sophisticated grades. In this paper three new Allruna formulations were presented that meet this demand by showing
• improved melt flow behavior,
• very high mechanical properties,
• lower abrasion,
• better scratch resistance,
• lower coefficient of friction,
• lower smell,
• increased adhesion,
• broader molding processing window.
The new Allruna grades show improvements in all crucial aspects for corner moldings and glass encapsulation.