1.Introduction Fig. 1: Typical corner molding Fig. 2: Typical sealing with thin lips and metal inlay 2.Requirements of the end customers 3.1 Production of the test specimens Tab. 1: Machine settings For the adhesion test S2 dumbbells according to DIN 53 504 were punched out (fig. 3). The test results are listed in table 2. Tab. 2: Test results Fig. 3: Molded test plate with an EPDM piece (black) and a dumbbell punched out for adhesion test Fig. 4: 2K test sheet punched out The migration widely varies with the different EPDM grades. Both substances migrated from the TPE into the EPDM within a range of 2 mm from the contact surface. Fig. 5: GC-MS spectra a) of the stabilizer and b) the oil after weathering Source:TPE Magazine
Good adhesion, excellent sealing and sliding properties, a safe and tight encapsulation, and a perfect surface appearance throughout a car’s life cycle: the requirements for thermoplastic elastomers (TPE) for corner molding of EPDM and TPE door sealings and glass encapsulations are challenging. Compared to thermoset rubber, TPEs have multiple advantages such as ease of processing, short cycle times, and no flockmelting, which made them an industry standard for this kind of applications. Allod supplies a range of TPE grades for these applications under the brand name Allruna.
For more than ten years already Allruna TPEs are used by OEMs worldwide for corner moldings (fig. 1) and glass encapsulations. These pioneering materials are today well established because of their overall performance and well-balanced properties. Their excellent EPDM adhesion enables molding even onto profiles with thin lips and layers containing metal inlays (fig. 2).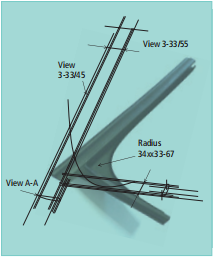

For corner molding applications, an adhesion strength to EPDM of >2 MPa and >200 % elongation at break are required to enable the sealing system to be mounted on the car’s doors. Even though they are part of the car’s exterior, sealings also have to fulfill the requirements for interior applications. The bonding to EPDM must not deteriorate at higher temperatures and throughout the life cycle. To withstand the 100,000 cycles of the door slam test TPEs, like EPDM, have to be surface-treated.
3.Laboratory test results
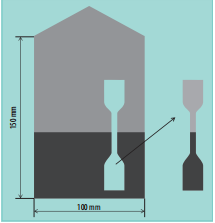
Physical and mechanical tests of the compounds were carried out on specimens punched out of injection molded plates of the size 150 mm x 100 mm x 2 mm with a film gate all over the 100 mm side.
For the production of adhesion test specimens a 100 mm x 40 mm x 2 mm piece was cut out of a cross-linked EPDM plate. The piece was put into the cavity on the opposite side of the film gate. The TPE was molded onto the cut side. The flow path length was 110 mm. The machine settings are given in table 1.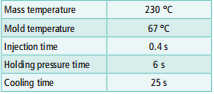
For the investigations in the joint area between EPDM and TPE with Pyrolysis Gas Chromatography Mass Spectroscopy (PyrGC-MS) the adhesion test sheets as described above were used.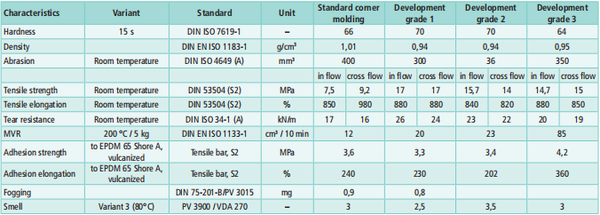
3.2 Bonding and investigation of the joint area before and after Kalahari weathering test (PV 3929)
As the corner molding parts are used in the automotive exterior they are aged in the Kalahari weathering test according to PV 3929. Here, the above mentioned adhesion test specimens were also used.
From their chemical constitution, TPE and EPDM are two highly different materials. To better understand the co-aging effects after 1,000 h in the Kalahari chamber we investigated adhesion of the EPDM and TPE materials in the joint area. We did adhesion tests before and after weathering as described above and investigated the materials at the contact area ± 2 mm from the contact surface by Pyr-GC-MS. We looked at six different sulfur-cured EPDM grades from different suppliers as well as three different TPE grades.
3.2.1Bonding before and after 1,000 h Kalahari weathering test
We found that both the EPDM and the TPE grade has a big effect on the bonding before weathering and on the change of bonding force and bonding elongation after weathering.
3.2.2Pyr-GC-MS after 1,000 h Kalahari
In general, depending on the EPDM grade an exchange of multiple substances between the two materials takes place. The focus on the process oil and stabilizers showed a more or less strong migration of the TPE oil and stabilizer into the EPDM. There is still enough oil and stabilizer left to fulfill the requirements.
Samples were taken from the contact area and in each bulk area from EPDM respective TPE (fig. 4).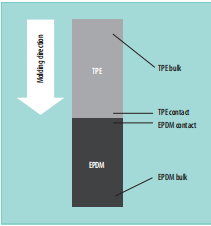
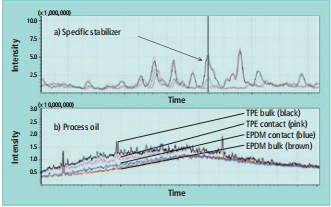
In figure 5, typical Pyr-GC-MS spectra are shown. The specific stabilizer as well as the oil was found in a defined concentration inside the TPE bulk (black curve) and at the contact (pink curve). While said stabilizer and oil are not present in the EPDM bulk (brown curve), this substance was found at the EPDM-TPE-contact zone (blue curve).